浅谈激光锡焊适合的材料结构以及设计建议
在解析上述的要点之前,我们先简单的过一遍激光锡丝焊的原理,一般来说通过三个阶段:预热--焊接--冷却。
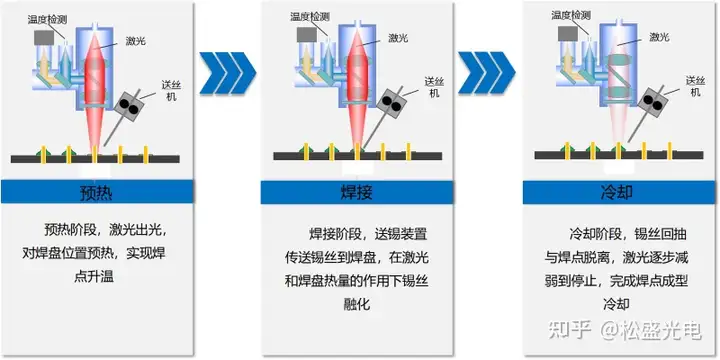
预热:预热阶段,激光出光对焊盘位置预热,实现焊点升温
焊接:焊接阶段,送锡装置传送锡丝到焊盘,在激光和焊盘热量的作用下锡丝
冷却:冷却阶段,锡丝回抽与焊点脱离,激光逐步减弱到停止,完成焊点成型冷却
在3C5G消费电子行业内激光送锡丝焊接的客户群体居多,很大部分原因在于激光送丝焊的适用范围广,可兼容不同规格尺寸的焊盘,成本相对于激光锡膏焊和激光锡球焊会低一些。这里就不得不提一提它们三者各自的优势。

激光锡球焊接:非接触焊接,无助焊剂,锡量一致性好,焊接效率高,适合高精度焊接
激光锡丝焊接:非接触焊接,无烙铁头损耗,适合小空间等烙铁易干涉器件焊接
激光锡膏焊接:非接触焊接,适合小焊点,易氧化材质,激光穿透通孔烧伤器件等特殊应用焊接
激光锡焊适合材料
当然,激光锡焊也不是万能的,也有些材料无法焊接,如下图所示:
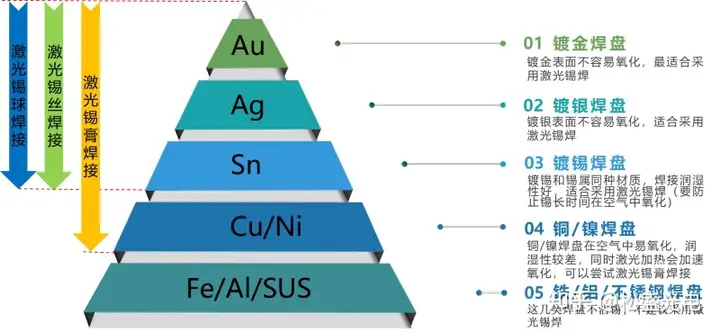
其中镀金,镀银,镀锡焊盘最适合激光锡焊,上述提到的三个锡焊工艺都适用,而铜/镍焊盘在空气中易氧化。润湿性较差,同时激光加热会加速氧化,可以尝试用激光锡膏焊接工艺。最后提到的铁/铝/不锈钢焊盘因为不沾锡,故不建议使用激光锡焊。
激光锡焊适合结构
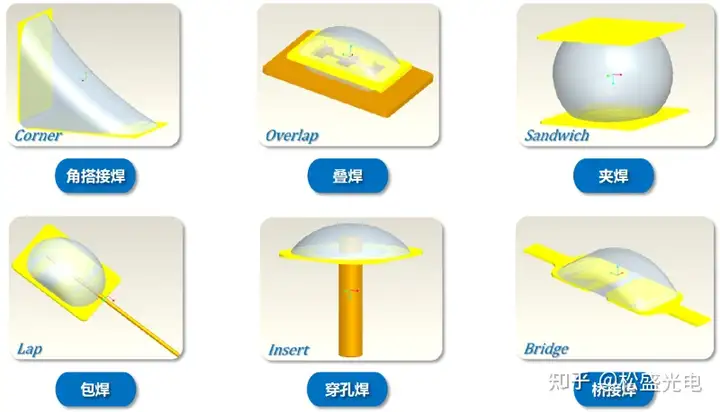
激光锡焊常见的结构一般有以下六种(如图),分别为角搭接焊Corner、叠焊Overlap、夹焊Sandwich、包焊Lap、穿孔焊Insert和桥接焊Bridge。
激光锡焊设计建议
日常锡焊工艺在打样过程中会接触到各式各样的产品,对于特殊的样件汇总了以下四个建议:
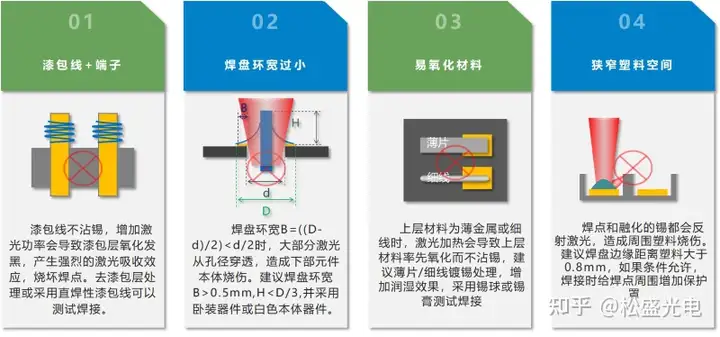
一、漆包线+端子
建议:漆包线不沾锡,增加激光功率会导致漆包层氧化发黑,产生强烈的激光吸收效应,烧坏焊点。去漆包层处理或采用直焊性漆包线可以测试焊接。
二、焊盘环宽过小
建议:焊盘环宽B=((D-d)/2)<d/2时,大部分激光从孔径穿透,造成下部元件本体烧伤。建议焊盘环宽B>0.5mm.H<D/3,并采用卧装器件或白色本体器件。
三、易氧化材料
建议:上层材料为薄金属或细线时,激光加热会导致上层材料率先氧化而不沾锡,建议薄片/细线镀锡处理,增加润湿效果,采用锡球或锡膏测试焊接。
四、狭窄塑料空间
建议:焊点和融化的锡都会反射激光,造成周围塑料烧伤。建议焊盘边缘距离塑料大于0.8mm,如果条件允许,焊接时给焊点周围增加保护罩。
总结
松盛光电作为已经在激光锡焊领域深耕20余年的企业,深知激光在工业生产及加工方面的广泛应用及不可取代的优势。自主研发了恒温激光精密焊锡系统,此款恒温激光精密焊锡系统通过采用多项创新设计和集成技术使之具有卓越的性能和高可靠性。
从技术角度来看,该设备采用最稳定的半导体激光作为能量源,保证了激光能量的高稳定性;通过最新的光学技术,把激光、CCD、测温、指示光四点同轴,完美的解决了焊点、引导光、成像点、焊点四点重合问题避免复杂的调试,从而更适合高度精密的微电子的精准焊接。独有的特征定位方式,更加保证了精密微电子的量产焊接良率。更能配合大型生产线上的加工。
- 上一篇:聚焦离子束(FIB)技术原理与发展历史 [2024-08-07]
- 下一篇:Laser激光焊接 [2024-07-14]